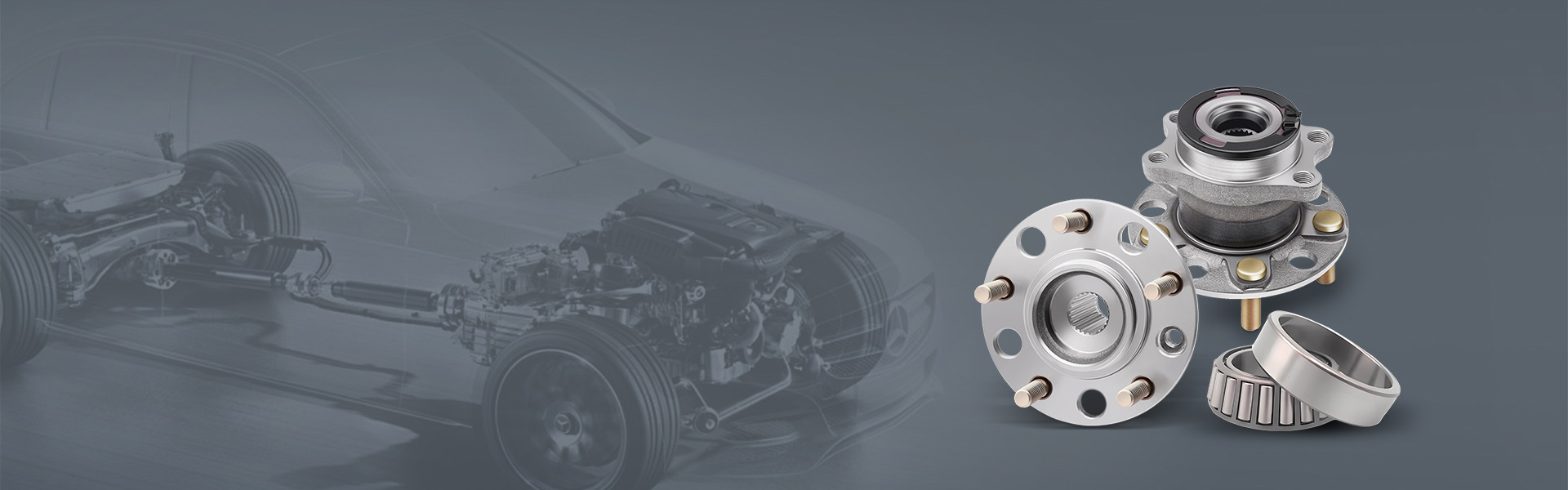
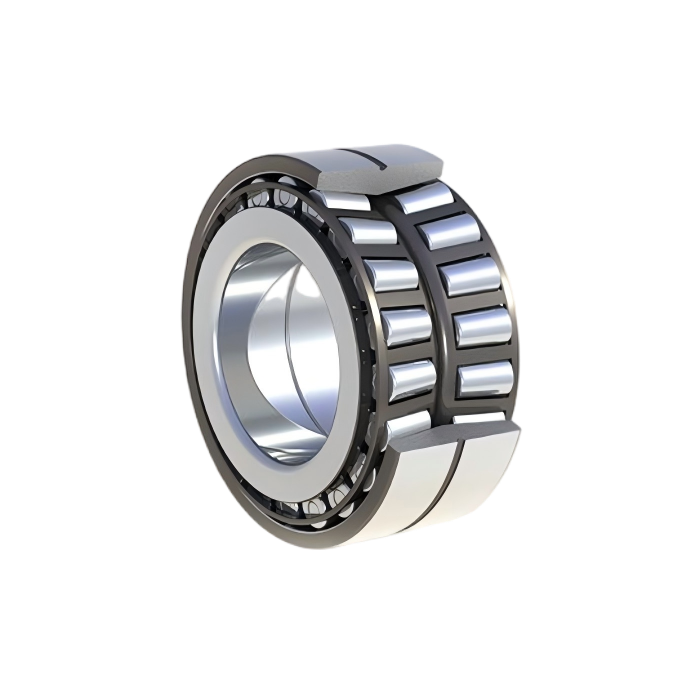
Double Row Tapered Roller Bearing
Double-row tapered roller bearings are primarily designed to withstand combined radial and axial loads. They are commonly used in the hub systems of both passenger cars and heavy-duty trucks. To maintain optimal performance and balance, it is essential to regularly inspect these bearings for wear and replace them in pairs. Featuring a highly standardized design, the outer ring and inner ring assembly are internationally interchangeable.







